SACOME Latest News

Quality renewed. Commitment continues.
The updated certificates are now available in the Quality section of our website.

Improving the Process
What kind of solution does a biodiesel process require when product behaviour directly affects filtration?

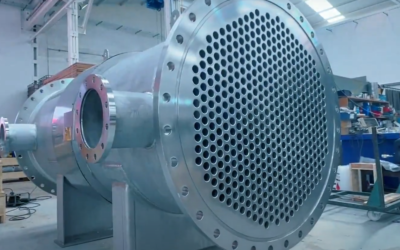
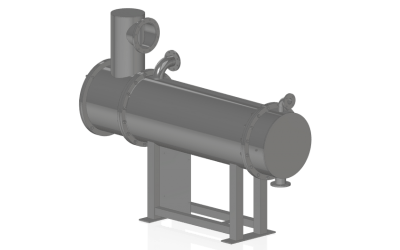
Condensation system design for processes in the chemical and pharmaceutical industries.
SACOME is collaborating with an engineering firm specializing in processes for the chemical and pharmaceutical industries to design a condensation system.

Cartagena: our identity
Cartagena is not just a city with history. It is a place where the sea, engineering, industry, and centuries of legacy naturally come together.

Everything under control
SACOME has designed and manufactured a tubular heat exchanger for the production and control of polystyrene on an industrial scale.

Sharing knowledge
Fernando Vera, a technical sales engineer at SACOME, gets back to basics: sharing knowledge and sparking curiosity.

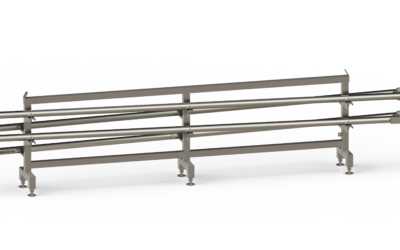
Sacome offers flexibility
Sacome recently manufactured six heat exchangers for a new expansion of a cheese curd processing plant.

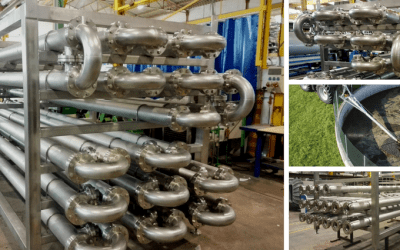
Sacome improves biogas drying
How do you improve biogas drying while maximising condensate recovery under real operating conditions? Sacome has the solution

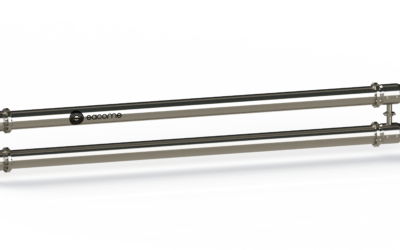
Sacome boosts performance
There are projects in which the new equipment has to do more, fit into the same space and match an existing installation already in operation. SACOME has received an order for the design and manufacture of a tubular heat exchanger intended to recover residual heat...

Improving the performance of a waste treatment plant
A municipal waste treatment plant contacted SACOME to improve the performance of its biogas conditioning system.

Sacome makes the difference
SACOME is an industry leader in applications involving vegetable oils. For this type of service, SACOME offers its I-TFM-I heat exchangers.

Efficient designs for demanding applications
SACOME has supplied a shell-and-tube heat exchanger for heating biodiesel to a specialized company.

Sacome upgrades the equipment at a coffee processing plant
SACOME has manufactured a new heat exchanger for a domestic coffee producer to scale up coffee heating to accommodate increased production.

Sacome doubles the capacity of a plant in Kenya
SACOME has manufactured a cooling system for yogurt products designed to double the production capacity of a dairy plant in Kenya.
Sacome: useful, reliable and durable engineering.
SACOME has once again earned the trust of an engineering firm specializing in process solutions for the chemical industry.
Cooling animal waste for the production of a blood medicine
Our company has supplied one of Europe’s leading pharmaceutical companies with equipment for cooling an animal derivative for pharmaceutical purposes.
Pasteurization of cream cheese and feta cheese
Within the range of heat exchangers in SACOME’s sanitary line, we have several annular space configurations, specially designed for the treatment of high-consistency products, such as pastes, concentrates, and cream cheeses.
SACOME participates in a European project for the energy recovery of waste
At SACOME, we remain committed to innovation and industrial sustainability. We recently participated in a major European project on waste-to-energy conversion, contributing our expertise in the design and manufacture of custom thermal equipment. As part of this...

The 9 most common faults in the installation and commissioning of a heat exchanger
The 9 mistakes in installation and use of a heat exchanger What are the 9 most common faults in the installation and commissioning of a heat exchanger?: In the more than 40 years of history of SACOME as a leader in the field of heat exchangers and the process...

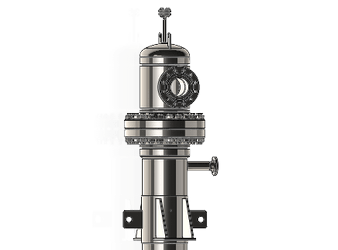
Vacuum condenser
SACOME recently supplied an S-TFM-I type unit, the multi-tube configuration of SACOME’s sanitary line.

Renewal of the Innovative SME seal
At SACOME, we have reason to celebrate. The Ministry of Science, Innovation, and Universities has awarded us the Innovative SME Seal, an official recognition that certifies our commitment to research, technological development, and innovation.
Trust in SACOME: Standardised supply
After a trial period of several years, these compensators have proven their worth, resistance, and ability to work under the most demanding operating conditions. They have passed the validation period for this equipment without any problems.

Murcia solar thermal company relies on SACOME for critical compensators
A major thermosolar company in Murcia has commissioned SACOME to manufacture expansion joints for cooling turbine bearings and absorbing significant expansion in oil collectors.
Manufacture of a new TEMA heat exchanger
At SACOME, we are able to design and manufacture our tubular heat exchangers in accordance with different design codes. We normally use the AD2000 design code, but our customers often ask us for other codes, such as ASME VIII Div. 1 together with the TEMA code.
Vertical heat exchanger subjected to seismic loads
In short, this project is just one more example of how SACOME is not only an expert in what we do, but also has significant external support to offer our customers the best possible response and solution.
Concentric tube heat exchanger for the food industry
Continuing with its preventive maintenance plan, one of the leading companies in the food sector is replacing its old scraped surface heat exchangers with a new design of heat exchanger with concentric tubes SACOME model S-TF40AH-D without interconnection elbow, which...

Double-plate tubular exchangers for a company specializing in water treatment
These exchangers are used both for the batch heating of recirculating tanks and for their cooling, within preset time limits.

Sacome lands in Indonesia
SACOME has recently supplied 2 heat exchangers to one of the most well known chemical-pharmaceutical companies in Indonesia.

Exchanger for water-cooling of mineral oil.
The exchanger has a 2-pass tube configuration with removable tube bundle, our model I-TFMP-D-2, and in addition the tube bundle, at the customer's request, is made with inner tubes without longitudinal welding. SACOME has been commissioned by one of our customers in...

Palm Oil Coolers
SACOME has recently been chosen for the design and manufacture of two palm oil coolers. As the oil flow rates are very high in this case (220,000 kg/h), we have designed equipment with a large diameter, always with the aim of reducing the number of units and the price.

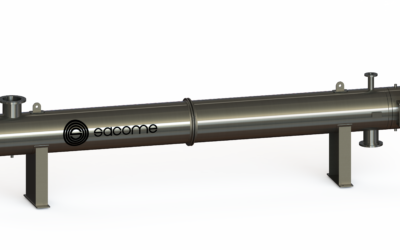
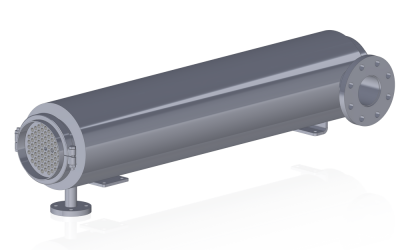
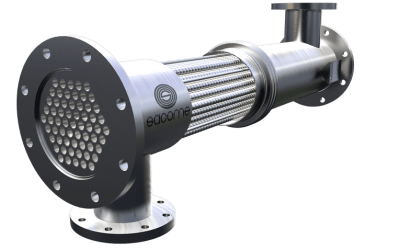
Supply of industrial multitubular I-TFM-I condensers
The equipment is normally less than 3 metres long, in a vertical arrangement and with a flanged tube plate to allow the reducers to be removed and the inner tubes to be inspected when necessary.

Supply of tubular heat exchangers for waste water project in Greece
We have recently supplied several tubular heat exchangers for a wastewater project in Greece.

External pressure testing of pipelines
An important company in the naval sector (maintenance) subcontracts SACOME to carry out external pressure tests on pipes to verify the mechanical resistance to buckling and internal tightness of these pipes. These tests are carried out in a chamber specially designed...

Steam brine treatment plant equipment
After the good results obtained in previous supplies, an important company in the chemical sector of the Industrial Pole of Cartagena, has again ordered one of the main equipment of the plant for the treatment of brine with steam in its crystallization process. With...

Animal Fat Multipass
SACOME has recently supplied a heat exchanger for the heating of variable capacities (between 8,000 and 25,000 kg/h) of animal fat by means of steam.

Pilot plant for processing dairy desserts
SACOME has recently supplied a pilot plant for the processing of various dairy desserts. The line, designed with variable capacities, can process up to 20 different dairy dessert recipes derived from soy, oat, hazelnut and chocolate, among others, and performs sterilisation and cooling for aseptic filling of the different processed products.

Multi-tube heat exchangers for a coffee processing plant in Mexico
SACOME is a global leader in the food industry, where we are particularly competitive and have served thousands of clients over the past 40 years. We maintain an extensive database of product properties and have experience in nearly every food application you can...

Multi-tube type heat exchangers with removable tube bundle
SACOME is contacted by a company dedicated to the treatment of hazardous waste and water contaminated with hydrocarbons, and to the production and marketing of fuels. In particular, a series of tubular heat exchangers are required for the refining of MARPOL (short for...

Innovative SME
SACOME, once again receives the seal of INNOVATIVE SME. SACOME is at the forefront in terms of solving new scenarios and new challenges.

Export of heat exchangers to Australia
We are increasing the export of our V SERIES heat exchangers for the food industry in Australia.

Treatment and conditioning of biogas
SACOME continues to successfully design and manufacturing tubular heat exchangers for treatment and conditioning of biogas, in different sectors and applications.

Heat exchangers for the aeronautical industry
SACOME is awarded the design and manufacturing of two tubular heat exchangers — model I-TFM-I — for the aeronautical industry.

Evaporation and concentration systems for the dairy industry
At SACOME we collaborate actively with our clients in the design of evaporation and concentration systems for the dairy industry.

Heat exchangers with double tube sheet (DTS) intended for vaccine production
SACOME has supplied several heat exchangers with double tube sheet (DTS) intended for the production of COVID-19 vaccine.

Pasteurizer intended for the processing of different dairy products
SACOME has designed and manufactured a pasteurizer intended for the processing of different dairy products.

Cooling of different volatile liquid products
Tubular heat exchanger intended for the continuous cooling of 5 m³/h of different volatile liquid products for the pharmaceutical industry.

Process water heating in a high pressure line
Tubular heat exchangers designed and manufactured for heating 20 m³/h of process water in a high pressure line of 16 barg.

Smoke cooling in a wastewater treatment plant (WWTP)
Tubular heat exchangers intended for the smokes cooling in the cogeneration system of a wastewater treatment plant (WWTP).

Heat exchanger intended for CIPP (cured-in-place pipe)
How to avoid hot water boiler fouling problem in cured-in-place pipe (CIPP) by means of corrugated tube heat exchangers.

Condensation of aromas and vapours under vacuum conditions in the cheese industry
Double condenser intendended for condensation of aromas and vapours under vacuum conditions.

Heat treatment lines for oat-derived products
SACOME has recently supplied two heat treatment lines intended for pasteurization and cooling of oat-derived products.

Heat exchanger intended for the heating of milk concentrate
Heat exchanger intended for heating milk concentrate with a dry extract of 45%, for a flexible production capacity between 3,000 and 6,000 kg/h.

Sterilization lines of concentrated coffee extract
Design and manufacturing of two sterilization lines of concentrated coffee extract, with a solid extract of 11%.

Reactors intended to carry out chemical tests
Reactors intended to carry out chemical tests for the pharmaceutical, food and environmental industries.

Heat exchanger intended for condensation of water steam
New supply of a heat exhanger intended for condensation of water steam contained in a gasses flow.

Return line of condensates
Heat exchanger intended for cooling of a high flow of water coming from the return line of condensates.

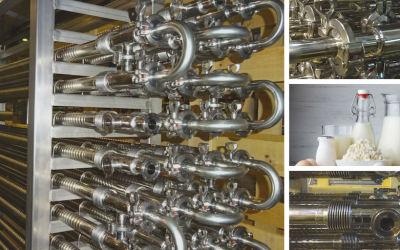
Tubular heat exchangers intended for biodiesel processing
Tubular heat exchangers for biodiesel applications have special characteristics and great experience is required to find the optimal solutions

Heat exchangers intended for CIP cleaning systems
New contract for the renewal of all the heat exchangers required in the CIP cleaning system of a major dairy products factory.

Heat exchangers intended for the processing of peach concentrate
SACOME has refurbished the heating section of a process plant intended for the processing peach concentrate.

Pilot plant intended for the processing of dairy products
SACOME has recently supplied a pilot plant intended for the processing of dairy products of a different nature.

Maintenance cost saving by using tubular heat exchangers
A key client is achieving a significant maintenance cost saving by using our tubular heat exchangers.

Heat exchanger intended for the heating of purified water (PW)
New project for design and manufacturing a heat exchanger for a purified water loop (PW).

Crystallization of sodium nitrate and potassium nitrate
Design and manufacturing of a tubular heat exchanger intended for crystallization of sodium nitrate and potassium nitrate.

Water heating by means of thermal oil
Heat exchanger intended for water heating by means of thermal oil for a power exchange capacity of 2 Megawatts.

Heat exchanger intended for fish waste heating
Design and manufacturing a corrugated tube heat exchanger intended for the heating of sardine pieces and tuna heads.

Pilot plant for the Dairy Industry
New project for the design and manufacturing of a pilot plant for one of the most important companies worldwide in the Dairy Industry.

New supply of heat exchangers for the vegetable oil industry
SACOME has been commissioned for the thermal design, mechanical design and manufacturing of two heat exchangers for the vegetable oil industry.

Modular Pilot Pant
SACOME has been commisioned by a new client to design a pilot plant intended for testing and characterizing the cooling process of a new food product in development.

Cooling of a cheese-based food product
Annular space heat exchanger intended for the cooling of a cheese-based food product, with almost 18 years of continuous operation.

Heat exchangers intended for the processing of palm oil and its derivates
New supply of tubular heat exchangers intended for the processing of palm oil and its derivates for a major client in Southeast Asia.

Tubular heat exchanger intended for the cooling of poultry intestines
We have collaborated with a Spanish engineering company to develop a tubular heat exchanger intended for the cooling of poultry intestines.

Syrup heating with different degrees of sugar
SACOME has been awarded a new project for the design and manufacturing of a sanitary heat exchanger intended for syrup heating with different degrees of sugar.

New supply of a heat exchanger for purified water (PW)
New supply of a heat exchanger for purified water (PW) process, with double tubular sheet (DTS) and Ra ≤ 0.5 µm certified roughness in the product channel.

V SERIES standard heat exchangers
SACOME has a special range of heat exchangers, known as V SERIES. These standard heat exchangers are specially designed for water heating applications or CIP solution using steam.

Heat exchanger intended for the cooling of ketchup
Modernization of a production line and replacement of the heat exchanger intended for the cooling of ketchup in order to expand its capacity.

Heat exchanger intended for the tempering of prime coat in the automotive industry
The main objective of this new project is the standardization of a heat exchanger design to temper prime coat in the automotive sector.

New whisky wort cooling lines
As a benchmark supplier for the whisky sector, SACOME has recently designed and manufactured 3 whisky wort cooling lines for one of the most important distilleries in Scotland.

Pasteurizer for smoothies, fruit juices and vegetables
We have recently been awarded an additional order to design and manufacture a pasteurizer for smoothies, fruit juices and vegetables from an European engineering.

Reverse osmosis water heating systems
Supply of 3 reverse osmosis water heating systems for a plant in the United States for one of the most prestigious companies worldwide in the food sector.

Design and manufacturing of a vacuum steam condenser
Design and manufacturing of a vacuum steam condenser within a line of jams for a major company worldwide of Baby Food, Jams and Juices.

Heating of sunflower oil from a crystallizer
New supply of several heat exchangers intended for the heating of sunflower oil from a crystallizer.

Production of water for injection (WFI) by means of distillation
SACOME has recently supplied tubular heat exchangers intended for the production of water for injection (WFI) by means of distillation.

Heating of process water by means of steam at very low pressure
Design and manufacturing of a tubular heat exchanger for the replacement of an existing plate heat exchanger, intended for the heating of process water by steam at very low pressure.

Steam condensers under vacuum conditions
New supply of three steam condensers under vacuum conditions for a major client, world leader in the Beverage production.

Business Intelligence
SACOME has carried out the implementation of a BI (Business Intelligence) tool, integrated with the company’s information system.

Heat exchangers intended for the heat recovery of organic alcohols
SACOME has recently supplied several shell and tube heat exchangers for a major multinational company in the chemical and energy sector, operating in more than 30 countries with more than 30.000 employees worldwide.

Heat exchangers intended for the pasteurization and cooling of various food products
New supply of heat exchangers intended for the pasteurization and cooling of various products, such as multifruit preparations, yogurt and other dairy products.

Heat Exchanger | Advantages, uses and applications
In this article we explain what is a tubular heat exchanger and what are its main advantages, uses and applications.

Shell and tube heat exchangers manufacturing
To manufacture our shell and tube heat exchangers, we have a wide variety of manufacturing equipment.

Tube-in-tube heat exchangers | Double tube heat exchangers
The tube-in-tube heat exchanger (also known as double tube heat exchanger) consists of two concentric tubes. The product flows through the inner tube while the service does it through the space between the two tubes.

Shell and tube heat exchangers for the heating of mineral by-product
Shell and tube heat exchangers for the heating of a copper-rich mineral by-product contains a sulfuric acid concentration of around 2%.

Shell and tube heat exchangers for the cooling of copper sludge
Design and manufacturing of shell and tube heat exchangers for the cooling of copper sludge in South Africa.

Shell and tube heat exchangers for Biodiesel
SACOME has successfully concluded the supply of 8 shell and tube heat exchangers for the modification of a biodiesel plant in Spain.

Shell and tube heat exchangers for the treatment of recovered oil
Design and manufacture of 6 shell and tube heat exchangers working as energy recuperators in the treatment of recovered oil.

Heat recovery in the pulp and paper industry
SACOME has been awarded by one of the most important multinational corporations in the paper industry with a contract for the supplying of a heat exchanger intended for the heat recovery in their thermomechanical pulp (TMP) production process.

Heat exchangers intended for the cooling of process gases
In this project, the most interesting aspect has been to fulfil the limitation of the pressure drop, adapt the design to the vertical position to reduce the space in the plant and the mechanical design of these heat exchangers for high temperatures.

Pharmaceutical heat exchangers with more than 20 years of operation
Replacement of 2 pharmaceutical heat exchangers supplied by our company having more than 20 years of operation since its commissioning.

Juice pasteurizer design adaptation
In this exciting project, we have adapted a juice pasteurizer to be able also to perform the thermal treatment of UHT dairy products.

Concentrated juice pasteurizer
This concentrated juice pasteurizer is capable of working at 58 bar on pipe side and 16 bar on service side, so the pressure drop on the product side will not be a problem.

HTRI Xchanger Suite v8
At SACOME we are registered member of Heat Transfer Research, Inc. (HTRI) since 1998. HTRI is an internationally renowned organization that, since its creation in 1962, investigate the phenomena of heat transfer with the aim to develop much more precise and accurate design methods.

CIP solution sanitary heaters
CIP solution sanitary heaters with customized design, having corrugated inner tubes and shell, eccentric reductions and external polished surface finish, as usual in the SACOME Sanitary Line.

Monotube heat exchanger to recover the heat of the hot water coming from the washing of nuts
Design and manufacturing of a monotube heat exchanger to recover the heat of the hot water coming from the washing of nuts.

Tubular heat exchanger for the cooling of beer must
Engineering, design and manufacturing of a tubular heat exchanger for the cooling of beer must.

V SERIES | Industrial heat exchangers in stock
The V SERIES industrial heat exchanger is designed for heating or cooling fluids such as water, glycol, CIP solutions or sanitary water, among others. Made-to-stock production. Compact size. Our quick and economical solution.

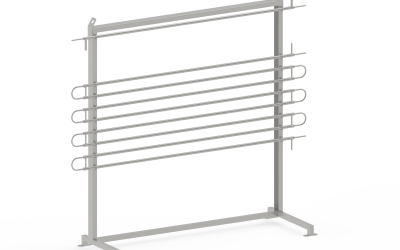
Tubular heat exchangers for the processing of concentrated carrot juice
SACOME has just supplied two frames with tubular heat exchangers for the processing of concentrated carrot juice.

Manufacturer of heat exchangers with corrugated tubes
SACOME is manufacturer heat exchangers since 1978. Our own corrugation technology allows us to optimize the heat transfer and performance of our corrugated tube heat exchangers.

Heat exchanger for the automotive sector
Supply of tubular heat exchangers to the worldwide leading companies in the automotive sector.

Oferta de empleo | Soldador TIG
SACOME busca soldador TIG para la Industria Alimentaria, con formación en FP máquina-herramienta y/o módulos de calderería y soldadura.

Christmas greetings from SACOME
The entire SACOME team wishes you a Merry Christmas and a happy New Year!

Tubular heat exchangers for the industrial paint applications
Design and manufacturing of 45 tubular heat exchangers for both, heating and cooling of different types of paint: primer or preparatory coat, base coat and transparent/clear coating.
Dairy pasteurizer
New project for the design and manufacturing of a milk cream pasteurizer with 40% fat and 4% protein content.

Heat exchanger for the pasteurization of vegan almond water
Design and manufacture of tubular heat exchanger for the pasteurization of a highly complex product, vegan almond water.

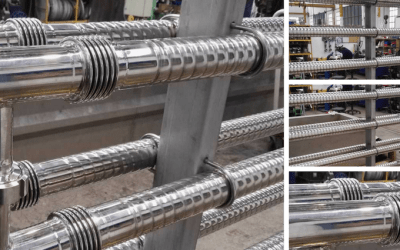
Metal expansion joints for the steel mills industry
Supply of a set of metal expansion joints to be installed in the loading/cargo trolley of one of the main steel mills worldwide.

Heat exchangers for palm oil processing
SACOME has an extensive experience in the design and manufacture of tubular heat exchangers for vegetable oils processing.

Design and manufacturing of metallic compensators for a drying coffe line
Design and manufacturing of metallic compensators for a drying coffe line
Tubular heat exchangers for water heating for process
These heat exchangers are intended for the heating of 11,000 kg / h of water from 70 ºC to 80 ºC by means of 207 kg / h of steam at 0,5 barg.

Heat exchanger for turmeric cooling
For this project, SACOME has designed a S-TFMI multitubular heat exchanger for the cooling of 660 kg / h of turmeric in suspension.
Vacuum vapours condensers
SACOME has been awarded by a leading company manufacturing vacuum producing equipment for the chemical, food and pharmaceutical industries, to supply two vacuum vapours condensers coming from a single stage ejector.
Waste recovery of cattle slurry
SACOME have recently supplied an equipment intended for the heating of cattle slurry, as part of a pioneering project for biowaste recovery in Spain.
Tubular heat exchanger for the cooling of pork blood
SACOME has supplied a corrugated tube heat exchanger for the cooling of 1.500 kg/h of pork blood which aimed to reach a final temperature of 2 / 6 ºC for the product.
Heat exchanger intended for the cooling of compressed air
A major French multinational world-leading company producing industrial gases has contracted SACOME for the manufacturing of a heat exchanger intended for the cooling of compressed air

Tubular heat exchangers for CIP heating
New supply of tubular heat exchangers for the expansion of one of the largest factories producing dairy products in Latin America.

Optimization and integration of internal information flows
SACOME has carried out the optimization and integration of its internal information flows through the implementation of a new management system.

New supply of expansion joints for the chemical industry
One of the most important companies in the manufacturing of chemical products in Spain has awarded SACOME for the design and manufacturing of 8 expansion joints of different diameters.
We expand our V SERIES Heat Exchangers
Due to the increased demand for our V SERIES heat exchangers, we are pleased to announce our V5 , within our V SERIES heat exchanger range.

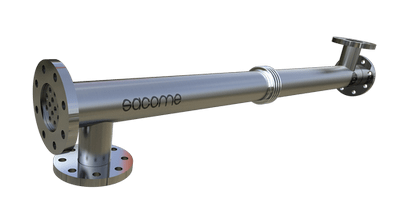
Expansion joints for steam and condensate circuits
Set of expansion joints to be installed in the steam and condensate circuits of the pipeline that make up a new enthalpy recovery unit within the new 20MW plant.

Cellulose Pasteurization in the Food Industry
The pasteurizer consists of our model S-TF20-I tube in tube heat exchangers specially designed for CIP cleaning.

Heat Exchangers for Aloe Vera Pasteurization
Heat exchangers to pasteurize Aloe Vera and to give heat treatment also to different types of NFC juices.
Pilot plant for the processing of sludge by oxidation
SACOME has designed and manufactured a pilot plant for the processing of sludge by oxidation in WWTP.

New supply of heat exchangers for biogas cooling
SACOME has designed and manufactured for this project 6 tubular heat exchangers aimed at the cooling of biogas.

SACOME 40th Anniversary
We are approaching 40 years of experience as manufacturers. This 40th anniversary fills us with enthusiasm and optimism and represents a new opportunity to keep on growing as a company.
Expansion joints for pipelines and exhaust systems in generator sets
A full range of metal compensators, specially designed to be assembled in pipelines and exhaust systems in generator sets, can be provided by SACOME.

New cooler for various types of fruit juices concentrate
For one of the largest juice producers in Europe, SACOME is again supplying a cooler for various types of concentrate, reaching a working pressure of up to 65 barg.

Collaboration with the most important dairy company in France
We collaborate with the laboratory of the most important dairy company in France in the tubular heat exchanger design for multiple tests of its different products.

Heat exchanger in SAF2707 hyper-duplex stainless steel
Shell and tube heat exchanger with a special design in SAF2707 hyper-duplex stainless steel for the refining of 275 m3 / hour of sub – mining product by steam.

Thermal design and manufacture of a juice pasteuriser
Thermal design and manufacturing of a pasteuriser with indirect energy recovery up to 75% in heating and 99% in cooling.

Supply of industrial heat exchangers
SACOME has been awarded for the design and manufacture of two heat exchangers, one of them being falling film evaporator with a housing expansion for the steam inlet, and another one being type TEMA BEM.

Cooperation with Dessert and Baby Food Industry in Holland
For one of the largest desserts company in the Netherlands, SACOME designs and manufactures heat exchangers for baby food, with the highest standards of quality and certifications that guarantee a safe design.

Juice pasteurizer supply for Georgia (USA)
For one of the main producing companies of Georgia (USA), SACOME has designed and manufactured a complete pasteurizer consisting of 5 sections for the thermal treatment of juice and fruit concentrate.

Shell and tube heat exchangers for one of the main refineries in UK
Keeping going with our expansion and diversification process, SACOME is awarded a major contract with one of the UK’s main refineries for the supply of 10 equipment within the production process of alcohols, solvents and derivative

Heat exchanger supply for fish waste processing
One of the leading fish waste processing companies in northern Europe relies on SACOME the design and manufacturing of a tubular heat exchanger able to heat 22.000 kg/h of fish offal, particularly tuna.

Methanol / Toluene condensers for refineries
SACOME has designed and manufactured two shell and tube Methanol / Toluene (65/35) condensers to be installed in a United States refinery.

Manufacturing Process of SACOME Food Processing Plant
With this new food processing plant, once again, our background and great capacity in the design and manufacture of our Food Process Plants are highlighted. It is worth stressing our flexibility and adaptation to the new scenarios opportunities for facing new challenges.

SACOME new website and new corporate image
We are pleased to announce that we have launched a new website with our new corporate image. A more modern and new corporate image to continue growing as a company, after nearly 40 years of activity in the Engineering, Design amd Manufacturing of Tubular Heat Exchangers, Metal Expansion Joints, Process Plants and Pressure Vessels.
New rates for our V SERIES Heat Exchangers
We are pleased to inform you that you have at your disposal the new economical rates for our classic V SERIES Shell and Tube Heat Exchangers.

Latest improvements in thermal engineering
As a registered member of Heat Transfer Research, Inc. (HTRI) we have access to the latest advances in the field of thermal engineering and heat transfer.

European Pressure Equipment Directive
New Pressure Equipment Directive 2014/68/EU for manufacturers, importers and distributors of pressure equipment.

Tubes Expander Machine
We have recently done an investment to acquire a tube expander machine. This method allows doing the tube-to-tubesheet joint mechanically without welding.

Mechanical Design PV ELITE and CodeCalc
PV ELITE software is one of the most recognized programs for mechanical design of pressure vessels and used by engineering firms and businesses worldwide.